关键词 |
推荐焊接弯头,焊接弯头结构,德阳焊接弯头,焊接弯头 |
面向地区 |
满足要求的对焊材料的选择往往更加注重不锈钢的金属性能,这使得设计和锻造效果更加稳定。建议在选择此类材料进行设计时应考虑结构原理。这样可以提高弯头的表面效果。
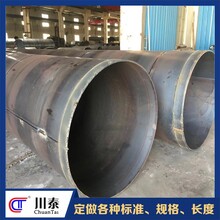
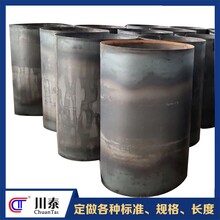
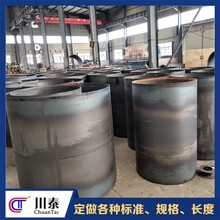
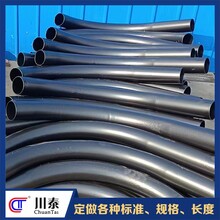
冲压对焊弯头的成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,在的压力下进行逐渐成形。冲压对焊弯头的成型需要按照的工序进行,严格遵守相应的流程过程,否则生产出的冲压对焊弯头就会产生质量问题。大型冲压对焊弯头成形技术的基本工艺过程是:先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,当内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终成为一个圆形环壳。这就是大型推制弯头的工艺成型过程。
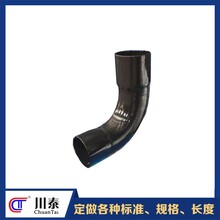
弯头在焊接前,为避免焊接变形,将组对成整体的弯头两侧 外瓦片两端找正后,用不锈钢弧板和龙骨加固好。按照常规焊接手段,需要充氩焊接,考虑到焊接成本以及虾米腰管径较大,充氩比较困难,综合以上因素在焊接时采用里、外两名焊工同时对称焊接,既很好的解决了充氩问题,而且成形也很好。采用氩点联焊的焊接工艺。在进行电焊作业前,在焊缝左右两侧各100mm范围内,刷石垩粉,防止飞溅粘附在管道表面,在进行电焊作业前,采用小电流。多层多道,连续焊接。整体焊接完毕后,对对焊弯头表面的焊点及飞溅进行打磨,对预制焊接完毕的瓦块,进行无损探伤,对内、外焊缝表面进行酸洗、钝化。将酸洗完毕的弯头运输至安装现场,进行现场安装工作。
| 主营行业:阀门配件 |
| 公司主营:成都防水套管,成都金属加工,阀门管件,管件加工 |
| 主营地区:四川成都 |
| 企业类型:有限责任公司(自然人独资) |
| 注册资金:人民币6800000万 |
| 公司成立时间:2015-10-19 |
| 经营模式:生产型 |
| 最近年检时间:2015年 |
| 登记机关:金牛区市场和质量监督管理局 |
| 经营范围:生产、加工(限分支机构另择经营场地经营)、批发、零售:阀门、管件、五金产品、建材、钢材、消防器材、塑料制品、金属材料、金属制品。 |
| 公司邮编:610000 |
| 公司电话:028-86475232 |
温州本地焊接弯头热销信息