






关键词 |
北京3PE防腐弯头,直缝3PE防腐弯头,合金3PE防腐弯头,燃气用3PE防腐弯头 |
面向地区 |
淬火是将冲压碳钢弯头加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度的速度冷却,而获得以马氏体为主的不平衡组织的热处理方法。
弯头用途非常广泛。其产生的主要原因是由于热影响区或焊缝内形成了淬火组织,在高应力作用下,引起晶粒内部的破裂,焊接含碳量较高或合金元素较多的易淬火钢材时,易产生冷裂纹。冲压弯头管件加工工艺具有一定的工艺,在生产中按照一定的工艺技术进行生产:
双卡压式胶圈密封在不锈钢材料内,胶圈耐久性明显提高,且双卡压密封圈左右受挤压均匀,密封圈不会从侧面倍水压挤出,弥补了单卡压适用过程中的不足。冲压弯头导热性用于地板采暖的管材需求有好的导热性、低温耐热冲击性的耐低温冲击功能比较好。与管子联结的方式有:直接焊接(常用的方式)法兰联接、热熔连接、电熔连接、螺纹联接及承插式联接等。
耐侵蚀性好:弯头除少数氢化剂外,可耐多种化学介质的侵蚀,具有的耐酸、耐碱、耐侵蚀性、不会生锈,不会侵蚀,不会滋生细菌,无电化学侵蚀。不锈钢以不锈,耐腐蚀性为主要特性,且铬含量至少为10.5%,碳含量大不超过1.2%的钢。
冲压弯头的低温焊接原理:软钎和硬钎,热源根据不同的现场要求选取。
优点:操作灵活,可选择性强,技术要求比较低,变形量可以控制好,对于母体的热影响小,美观。
冲压弯头材进行刨铣时,铣削效率与服务时间之间的折中做法是影响经济性的决定性因素。在次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。然后使用直径为81毫米、带有六个有效刀片的仿形铣刀。在相同的切削数值下,对不锈钢冲压弯头袋上方的平面进行16.7分的干式铣削,与竞争对手的圆盘刀具相比,这种不锈钢冲压弯头的使用寿命明显提高。
冲压弯头的低温焊接方法如下:
1)低温的WE88C焊丝配合WE88C-F的焊剂焊接。
这个时候根据被焊母材的结构和焊接要求来选用合适的焊接工具,比如没有特别要求的,粘上就行的就可以用烙铁焊接,因为不锈钢的导热率低不比铜或者铝,所以稍微大一些的也没有关系,这个以前有利用WE88C的焊丝配合WE88C-F的焊剂焊接过的,并且有这个电烙铁焊接不锈钢视频,如果说焊接结构有一点的强度要求可以用火焰加热方式,加热工具用WE53液化气多孔喷枪,单烧液化气燃烧,不要配氧气。2)可以用高银的VOD203焊丝焊接,这个焊接的流动性比较好,的缺点就是平均成本高,这种也是运用的多的,这种焊接不锈钢的时候需要辅助VOD201-F的助焊膏焊接。
3)采用可以替代高银焊丝焊接的WE46特殊钎料冲压弯头焊接。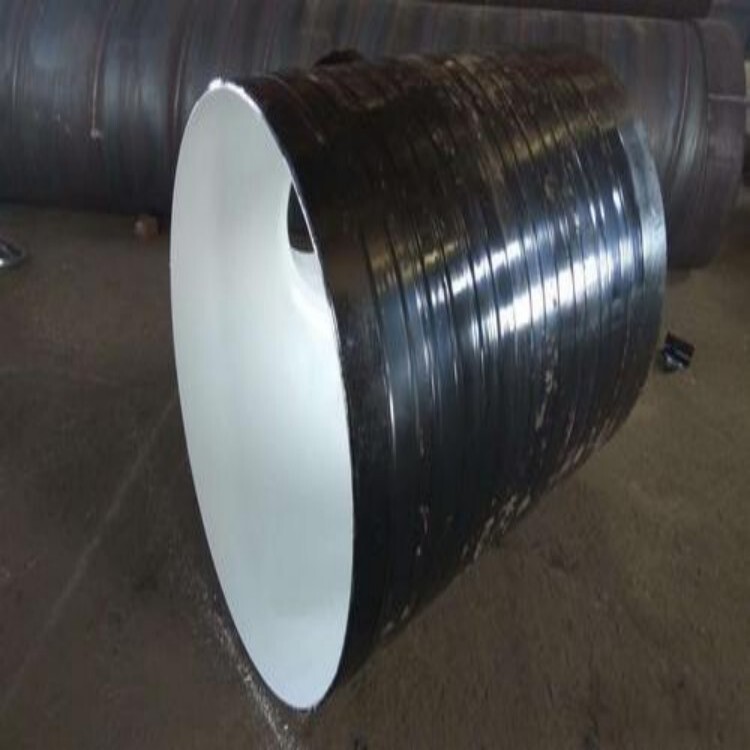
使用领域一般在0.3~2.0mm规划之间。焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。无缝弯头适用范围广,通径从小到几毫米,大到几米,从高真空至高压力都可运用.球旋转90度时,在进,出口处应悉数出现球面,然后切断活动.三通球阀是一种对比新式的球阀种别,它有着本身布局所占的一些优胜性,如开关无冲突,密封不易磨损,启闭力矩小.这样可减小所配执行器的规格.配以多反转电动执行机构,可完成对介质的调理和綦紧密密切断.广泛合用于石油,化工,城市给排水等要求严格堵截的工况.用于检测未加工的原资料(如钢坯)和加工的半制品、制品件及在役与使用过的工件。
弯头是管道安装中常用的一种连接用管件,用于管道拐弯处的连接,用来改变管道的方向。
其他名称:90°弯头、直角弯、爱而弯、冲压弯头、压制弯头、机制弯头、焊接弯头等。
用途:连接两根公称通径相同或者不同的管子,使管路作90°、45°、180°及各种度数的转弯。
弯曲半径小于等于管径的1.5倍属于弯头,大于管径的1.5倍属于弯管.
弯头主要适用于石油化工、医药卫生、电力、航天、、消防、冶金、造船、燃气、核电、及环境保护等要求承受压力高、尺寸精密等部门及领域。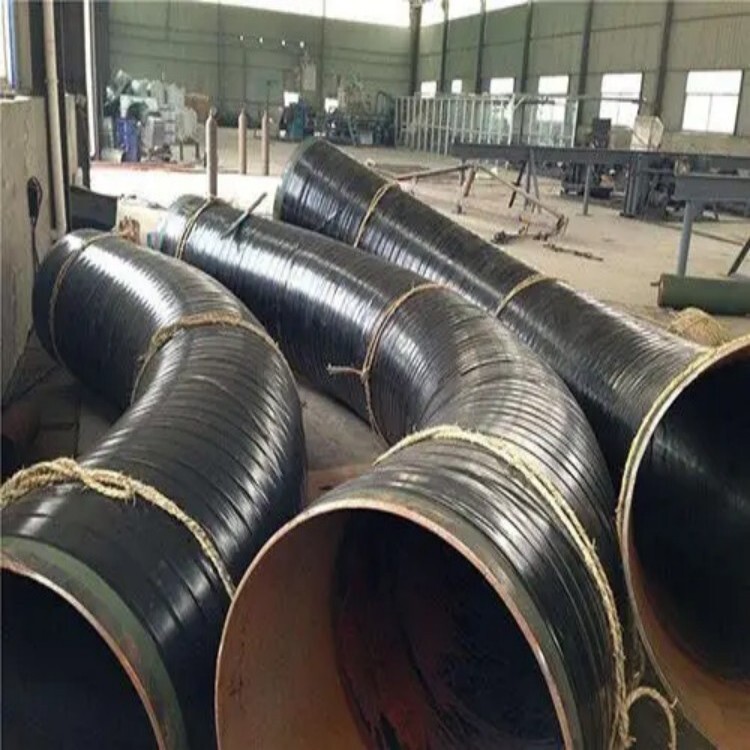
推制弯头多少形状的工艺参数有:推制用坯料的材质,芯棒头的材质,壁厚和外径及形状,加热温度及其散布和推动速率。推动速率的肯定原则是弯头内壁主压应力小于资料在此温度下的服从极限,弯头外壁伸长率小于资料在此温度下的大伸长率。合金弯头在应用过程当中应当把稳的标题,因为考虑到合金钢弯头应用安全性,及应用寿命,应放在提高管道内衬的韧性,抗打击性,及耐磨性上,使合金钢弯头在电力、矿山、冶金等行业,物料的运送、输入、都是采纳近距离、低压运送中都能蒙受相当大的压力。材质透热系数、磁导率及中频功率大,推动速率快。



















