关键词 |
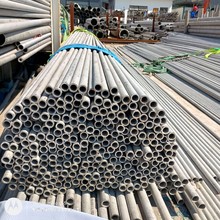
06Cr19Ni10不锈钢无缝管 |
面向地区 |
壁厚 |
0.5-50 mm |
|
密度 |
0.02491 |
颜色 |
银色 |
拉伸强度 |
520MPa Mpa |
长度 |
6000左右 m |
形状 |
圆管 |
厂家 |
青山控股 |
材质 |
00cr19ni10 |
06Cr19Ni10 不锈钢无缝管中,精轧管和普通无缝管存在以下区别:
生产工艺
精轧管:通常采用冷轧工艺,先将母管或管坯进行酸洗,去除表面氧化皮等杂质,然后通过冷轧机进行轧制,后进行锯头、打捆等工序。
普通无缝管:一般指热轧无缝钢管,工艺流程包括管坯准备及检查、管坯加热、穿孔、轧管、钢管再加热、定(减)径、热处理、成品管矫直、精整、检验等。
生产执行标准
精轧管:执行标准有 GB3639 冷拔精密管标准、GB8713 液压和气动缸筒管标准等。
普通无缝管:执行标准有 GB8163 流体管标准、GB8162 结构管标准、GB3087 标准、GB5310 高压管标准等。
尺寸精度
精轧管:外径和壁厚偏差很小,常见为 ±0.05 - 0.1mm,尺寸精度高,可达到 0.05mm。
普通无缝管:偏差相对较大,标准化外径允许偏差根据不同等级有 ±1.5%(小 ±0.75mm)、±1.0%(小 ±0.50mm)等。
口径范围
精轧管:可生产的口径较小,一般为 6 - 200mm。
普通无缝管:外径大于 38mm,可达 1020mm。
表面质量
精轧管:内外壁光洁度高,内外表面光亮成镜面,无氧化层,用户可直接使用,无需再进行加工处理。
普通无缝管:表面粗糙度较高,通常需要经过车削和抛光等处理才能满足一些对表面质量要求较高的应用场景。
性能特点
精轧管:综合性能优良,能承受高压,冷弯、扩口、压扁不开裂,不皱皮,能做各种复杂变形及机械加工处理。
普通无缝管:虽然也具备一定的强度和韧性,但在承受高压、复杂变形等方面的性能一般不如精轧管。
价格
精轧管:由于生产工艺复杂,对设备要求高,且尺寸精度和表面质量好,价格相对较高。
普通无缝管:生产,成本相对较低,价格也较为便宜。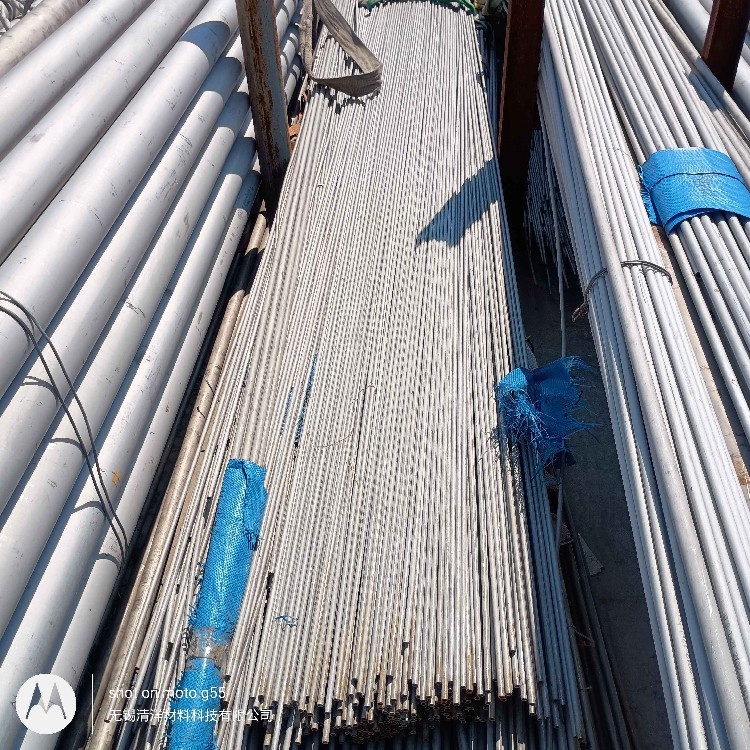
06Cr19Ni10 不锈钢无缝管冷拔管和热轧管有以下区别:
生产工艺
冷拔管:在常温下,通过拔制工艺对钢管进行加工。先将原材料进行矫直等预处理,然后放入冷拔机中,通过拉伸模具对钢管进行强制拉伸,使其达到所需的尺寸和精度。生产过程中可能需要经过多次冷拔,并配合退火、酸洗等工序,以释放残存应力、去除表面杂质,钢管质量。
热轧管:将管坯加热至再结晶温度以上,经过穿孔、轧管、定径等工序,在高温状态下将钢坯轧制成型。
尺寸精度
冷拔管:尺寸精度高,外径和壁厚偏差小,可达到 ±0.05 - 0.1mm。
热轧管:尺寸精度相对较低,由于热胀冷缩等因素,冷却后钢管尺寸会出现一定负差,标准化外径允许偏差根据不同等级有 ±1.5%(小 ±0.75mm)、±1.0%(小 ±0.50mm)等。
表面质量
冷拔管:内外壁光洁度高,经过酸洗等处理后,表面较为光亮,无氧化层。
热轧管:表面粗糙度较高,通常有氧化皮,需要经过酸洗、抛丸等处理才能获得较好的表面质量。
力学性能
冷拔管:冷拔过程中金属发生塑性变形,内部位错密度增加,硬度和强度提高,抗拉强度通常大于热轧管,但延伸率较小。
热轧管:能破坏钢锭的铸造组织,细化晶粒,使钢材组织密实,力学性能得到改善,但强度一般低于冷拔管,延伸率相对较大。
生产效率与成本
冷拔管:生产工序多,生产周期长,金属消耗较大,生产效率较低,成本较高。
热轧管:生产,加工速度快,能实现大批量生产,成本相对较低。
适用领域
冷拔管:常用于对尺寸精度、表面质量和力学性能要求较高的领域,如精密机械、汽车零部件、液压设备、航空航天等。
热轧管:适用于一般要求下的结构用途、流体输送等,如建筑结构、一般的工业管道、城市给排水等领域。
以下是一些常用于 06Cr19Ni10 不锈钢无缝管零切的设备:
激光切割机:
原理:利用高能量密度的激光束照射不锈钢无缝管,使管材被照射的部分瞬间熔化或汽化,从而实现切割。
优点:切割精度高,切割精度可以达到毫米甚至更高的级别,切缝窄,热影响区小,能有效减少材料变形;切割速度快,,比传统切割方式要快很多;切割面光滑,无需后续打磨等处理,可直接用于一些对表面质量要求较高的场合;可以切割各种复杂形状的管材,能满足不同的加工需求。
缺点:设备成本较高,且对于厚壁管材的切割能力有限,当管材壁厚超过一定范围时,切割难度会增加,切割质量可能受影响。
数控伺服割管机:
原理:通过数控系统控制伺服电机,带动切割刀具对不锈钢无缝管进行切割,可实现自动化切割,能按照预设的程序和参数进行下料。
优点:切割精度较高,能够切割尺寸的准确性和一致性;可实现自动化操作,减少人工干预,提高生产效率,降低劳动强度;适用于各种规格的不锈钢无缝管切割,可通过更换刀具或调整切割参数来满足不同的切割要求。
缺点:切割速度相对激光切割机较慢,对于一些复杂形状的切割可能需要进行多次切割和编程设置。
台式切坡口一体机:
原理:将切割和坡口加工功能集成在一台设备上,通过刀具的旋转和进给运动对不锈钢无缝管进行切割和坡口加工。
优点:可同时完成切割和坡口加工,减少了工序和设备的投入,提高了加工效率;对于一些需要进行坡口焊接的无缝管零切加工,能够一次性完成切割和坡口制备,坡口的精度和质量,有利于后续的焊接工艺。
缺点:设备体积相对较大,占用空间较多,且切割和坡口加工的范围可能受到设备结构和刀具的限制。
全自动上料气动切管机:
原理:利用气动装置提供动力,驱动切割刀具对不锈钢无缝管进行切割,同时配备自动上料系统,实现管材的自动输送和定位。
优点:自动化程度高,能够实现连续切割,提高生产效率;气动切割具有一定的柔性,对于不同硬度和壁厚的不锈钢无缝管有较好的适应性;设备操作相对简单,维护成本较低。
缺点:切割精度相对激光切割机和数控伺服割管机略低,适用于对切割精度要求不是特别高的场合;切割速度可能受到气动系统压力和刀具性能的限制。
| 主营行业:不锈钢 |
| 公司主营:不锈钢板,不锈钢带,不锈钢管,不锈钢型材 |
| 采购产品:不锈钢原材料 |
| 主营地区:全国 |
| 企业类型:有限责任公司 |
| 注册资金:人民币100万 |
| 公司成立时间:2025-02-19 |
| 员工人数:11 - 50 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:生产型 |
| 最近年检时间:2025年 |
| 年营业额:人民币 3000 万元/年 - 5000 万元/年 |
| 经营范围:不锈钢原材料销售加工,不锈钢板,卷材,不锈钢带,不锈钢无缝管,焊管,不锈钢圆钢,不锈钢角钢,槽钢,盘丝盘元,不锈钢花纹板,彩色版,整卷油墨,整卷镜面,飞边横剪,纵剪分条,表面处理,激光切割,焊接卷圆等。 |
| 厂房面积:1000平方米 |
| 是否提供OEM:是 |
| 公司邮编:214000 |
温州本地06Cr19Ni10不锈钢无缝管热销信息