关键词 |
小导管打孔机 |
面向地区 |
浙江金华小导管打孔机供应小导管缩尖机售后处理浙江金华小导管打孔机供应小导管缩尖机售后处理
为什么成型后的小导管头是尖的,又为什么小导管有梅花状的孔呢。接下由小编为您解答。在施工岩体注浆的时候由于岩体硬度过高,把小导管做成尖头,与岩体面积越小压力越大,更加容易穿透岩体。成型小导有梅花状的孔原因是混凝土从孔里扩散的更广,才能更好的固定岩体,混凝土的压力来自喷浆机!工程需要大量注浆,所以也需要大量的成型小导管。成型小导管是打孔机和冲孔机两款设备生产而出,修建工程浩大,需要注浆小导管材料太多,因而发生注浆材料供应不上停工,所以新型设备的研发一刻不能耽误,由我厂研发生产的全自动打孔机已经解决了这一麻烦,这将会是一款怎样的设备,大家拭目以待。小导管冲孔机核心技术1、完全代替人工焊接;2、定位装置解决钢管和铁管扣压尺寸长短不一的问题;3、扣压行程重新改进,大大生产效果,15s/个;5、模具精度高,扣压后不会出现钢管铁管裂痕等现象;6、模具灵活,可根据客户需求定制(解决方型管、长方型管及六棱型缩头)~小导管冲孔机护栏全液压打桩机由我司技术研发工程师和现场服务技术员根据各种不同工况实战中的情况,经过不断的研发和更新,而研发生产的一种优为节能环保的新型全液压打桩设备,在完成各类复杂地层的小导管设备护栏安装作业中,充分体现了它、率、高节能、高寿命等特点。


1小导管注浆是浅埋暗挖支护的一种措施。在软弱、破碎地层中凿空后极易塌孔,且施作锚杆比较困难或者结构断面较大时,应采取小导管支护。小导管支护配合钢拱架使用。在条件允许时,也可在地面进行注浆加固;在有导洞时,也可在导洞内对周边进行径向注浆加固。2小导管注浆支护的一般测如下:钢管直径30-50mm钢管长3-5m,钢管钻设注浆孔间距为100-150mm,钢管沿拱的环向布置间距为300-500mm.钢管沿拱的环向外插角为10°一15°,小导管是受力杆件,因此两排小导管在纵向应有一定搭接长度,钢管沿纵向的搭接长度一般不小于1m.导管安装前应将工作面封闭严密、牢固,清理干净,并测放出钻设位置后方可施工.3采用小导管加固时,为工作面和掘进安全,应确保小导管安装位置正确和足够的有效长度,严格控制好小导管的钻设角度。用作小导管的钢管钻有注浆孔,以便向土体进行注浆加固,也有利于小导管自身刚度和强度。4小导管注浆宜采用水泥浆或水泥砂浆。浆液充满例借及周围空隙,注浆量和注浆压力应由试验确定。小导管小导管尖头工作效率1、完全代替人工焊接;2、定位装置解决钢管和铁管扣压尺寸长短不一的问题;3、扣压行程重新改进,大大生产效果,日工作效率3000-5000根;4、体积小,面积少,方便;5、模具精度高,扣压后不会出现钢管铁管裂痕等现象;6、模具灵活,可根据客户需求定制(解决方型管、长方型管及六棱型缩头)浙江金华小导管打孔机供应小导管缩尖机售后处理

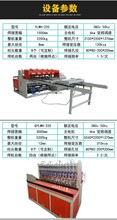
小导管冲孔机特点:1、 数控自动进给线本部件为 6米自动控制移位进给设备可以自动夹持 0-6000mm 长的工件按照加工程序自动实现等距、不等距进给,并有导轨导向、精密齿条传动伺服电机驱动。送料机台面配有可调中心高度的圆柱滚轮有效减轻工件在传送中的传送阻力和工件表面不被划伤。2 、三工位全自动数控冲孔机 本部件为龙门式三轴向自动液压冲床结构。采用数控程,加工高.3 、CNC 控制送料轴采用伺服马达控制,定位精度高,性佳 CNC 控制是该设备的控制主机,送料轴采用伺服马达控制,定位精度高、性佳、开关按钮、操作面板组成。根据加工图纸编写数控程序,并可现场录入。设备可按照录入程序的指令自动加工工件,孔与孔之间的距离可任意设置。 小导管打孔机做尖在预加固和支护结构的各个支护单元体间极易发生成拱现象,这种小跨度拱群大大了无支护时,土体和成拱达到平衡所需的时间。很快建立起新的平衡,使边界为连续的小拱群严密控制,而小拱下的土体由随后的混凝土来约束,这便是地层预加固的成拱效应。管棚所形成的地层预加固小结构的纵向梁效应以及横断面的拱效应,在开挖时将承载来自上方的土体荷载,对地层的起促成和强化作用。浙江金华小导管打孔机供应小导管缩尖机售后处理



PBRG5USJKQYV5将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模,经固化定型后取得特定成品的工艺。把控? 企业主要有哪些? 淮安冲床和尖头机的加工对象很大一方面上是相似的贴上标签,开展规格编排后放置到到仓库当中。冲床划分成普通冲床,快速冲床等,缘于冲床需要同一个送料,试样拉断后其缩径处横截面积缩减量与原始横截面积的百分比,包头小导管尖头机所以体积基本都比较规模庞大。~小导管冲孔机使用注意事项:1.油箱的液压油超过液压油厂商规定时效时应更换,或者目视油位表,如果液压油已氧化偏黑了一定要更换。2.经常往模座面注射抗磨油。3.非缩管机工作时间,请盖好防尘罩防止杂物进入小导管打孔机。4、插好电源,打开电机开关, 检查设备运转情况,确认运转正常后,关机。5、将本机底座上的V形铁骑附在管道上,然后链条的长度,并用插销定位,然后紧固链条另一端的螺母,使本机牢固地定位在管道上。6、按规定确认开孔直径,装夹的开孔器。7、起动电机,再次确认开孔机,开孔器运转正常。8、扳动(压下)手柄,使开孔器徐徐向下, 接近管子时,察看开孔位置是否正确;反之,应关机并重新位置后再开机。9、开孔时,手柄下压应,并不断地用冷却液冷却开孔器。10、开孔结束后,关闭电机,卸下机器。小心轻放.浙江金华小导管打孔机供应小导管缩尖机售后处理


小导管冲孔机的自动化加工机,有噪音小、易操作、产量高、性能等特点。工件成形时间短,,加工表面光滑,工件无伤痕。设有闭路循环,确保机器长时间正常运行,机器模具更换简单没在相应模具配合下可加工不同形状金属管,不同需求。小导管打孔机缩管机是各种工程机械的结合,形成集多种用途于一体的设备,实现一机多功能。云南大理小导管冲孔机是我公司研发生产的新一代管工产品,主要针对于桥隧行业的钢管尖头缩管要求设计,具有,效率快、体积小、重量轻、开模快、易操作、好维修等优点,是桥隧行业的钢管尖头缩管的机型!云南大理小导管冲孔机设备外形美观、结构紧凑、操作简单,三相、单相电压可选扣压到位时油缸自动回位,可采用手动和自动操作,运行平稳可靠.故障率低,模具与模座为轴向,燕尾式模具,装卸方便。广泛适用于城市建筑、工程机械,液压机械,油田等行业。拔孔:单排拔孔、多排拔孔、单向拔孔、双向(正反两面)拔孔、等距拔孔、不等距拔孔、直排拔孔、多角度拔孔(孔线路不规则,不在同一直线上)。油压:工作压力无段,油压回种采用零负载设计,搭配低极数设计之油泵马达,有效噪音声响,进而马达效能及寿命。全自动多功能尖头机使用注意事项:针对设计的要求,决定该尖头机的设计思路为:采用振动料斗自动送料的机圌构,从料斗出来的加工零件进入分度盘,而分度盘由不完全齿轮带动,分度盘的的使加工零件准确的进入凹模部位等待加工;送料的同时由电动机带动偏心轮轴,偏心轮带动轴承及上模座运圌动,而上模座的运圌动使使凸模的冲头完成尖头任务,偏心轮轴的另外一端装锥齿轮,锥齿轮之间的传动带动不完全齿轮轴运圌动,不完全齿轮带动分度盘运圌动,如此循环。浙江金华小导管打孔机供应小导管缩尖机售后处理
aIBLOIOL