



关键词 |
高速数控插齿机,插齿机插内齿,插齿机插齿原理,进口数控插齿机 |
面向地区 |
刃径 |
4mm |
|
刃长 |
3~70mm |
是否进口 |
是 |
是否涂层 |
是 |
适用机床 |
多款供选 |
材质 |
硬质合金 |
REV插槽刀座有以下主要特点:.刀具只在加工的行程与零件的接触。一个的机构将刀具在回程中提升,提高刀具的使用寿命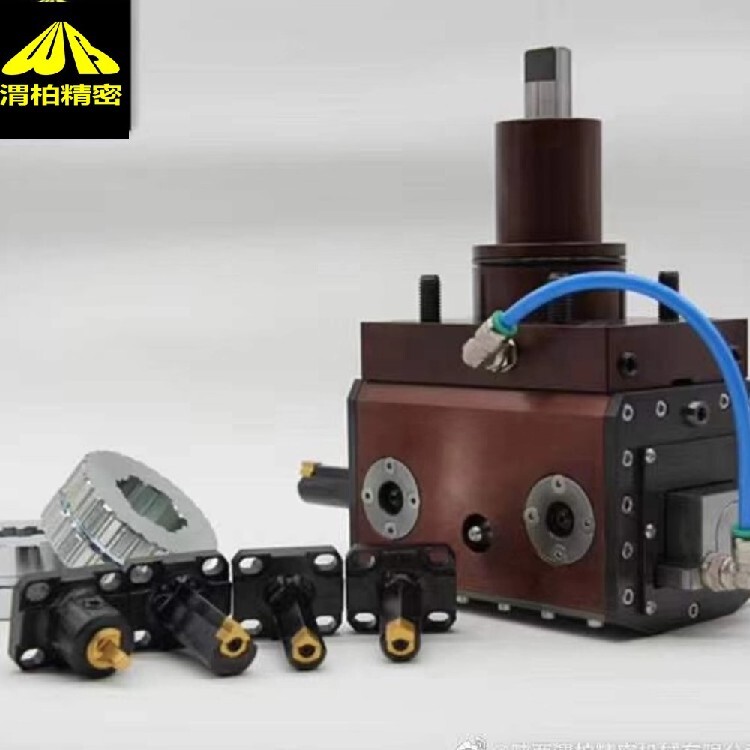
插齿动力刀座加工参数:
1可插35 50、65毫米3种长度的键槽。
2.31:4的减速比(将1.600rpm的转速转化为每分钟400个冲程)使插槽刀座可在功率有限的情况下加工硬质材料.
插槽刀座可用于多种机型,NL/NZ 森精机MORI SEIKI,Biglia,中村留Nakamura(WT150/Supermill ),大隈OKUMA( LB3000/4000/LT2000),VDI40 (轴向和径向刀座),斗山DOOSAN(BMT-55/65 )和TAKISAWA
REV插齿机 初次使用
将插削机安装在车床上。稍微松开固定螺栓 8,然后使用比较仪对插削机进行对齐。后者放置在对齐区域 7 上。插削机完全对齐后,请再次拧紧固定螺栓 8,并以每分钟 150 次的速度让插削机运行约 10 分钟。用普通的导轨用油润滑移动的滑架。这将有助于软化密封条以及在使用前对插削机进行试运转
REV插削动力刀座如何上油:
为了保持机械性能,我们建议每使用 10 个小时后,对插削机进行一次上油,上述时间是仪器实际使用的时间(请参见注油计算示例)。使用 Persian Poligrease EP 1。当意识到油脂从移动滑架的周边区域中流出时,请暂停上油。注油计算示例如果生产一个工件需要 2 分钟,完成单一键槽需要 10 秒钟,那么在约 3600 件工件之后,执行注油。
REV插削动力刀座维护方法:维护:
长时间使用(约 1000 小时)后,有必要对插削机进行维护,更换易磨损的零件,例如轴承、密封条等。
该机动化插削机能够执行内部或外部加工。
根据如下指示反转机动化旋转方向就可以了:
指令 M04 = 内部加工
指令 M03 = 外部加工。
根据是内部加工还是外部加工,通过将镶件定向在切削方向上来固定仪器。
S在返回阶段分离
在返回阶段,刀具将从已加工表面分离 0.25 毫米。这项移动操作对于保持镶件的完整性是的。

温州本地插齿机-插齿动力刀座热销信息











