关键词 |
五金冲压件,冲压件加工,五金冲压件,冲压件加工 |
面向地区 |
作用对象 |
金属 |
冲压件加工的一般原则:
1、先加工基准面:零件在加工过程中,作为定位基准的表面应加工出来,以便尽快为后续工序的加工提供精基准。称为“基准”;
2、划分加工阶段:加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了加工质量;有利于合理使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等;
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,平面和孔的位置精度,而且对平面上的孔的加工带来方便;
4、光整加工:光整加工后的工件主要表面的光整加工(如研磨、珩磨、精磨\滚压加工等),应放在工艺路线后阶段进行,加工后的表面光洁度在Ra0.8um以上,轻微的碰撞都会损坏表面,在日本、德国等国家,在光整加工后,都要用绒布进行保护,不准用手或其它物件直接接触工件,以免光整加工的表面,由于工序间的转运和安装而受到损伤。
五金冲压件加工的常见问题及原因
1.毛刺:冲孔或切边角过程中不完全留有余料,钢板截断面下部位产生毛刺,以截断面为基准,毛刺高度为0.2mm以上时,发生的铁粉会损坏模具并产生凸凹。
2.凸凹:材质表面异常凸起或凹陷,是开卷线有异物(铁屑、灰尘)混入引起的。
3.辊子印:清洗辊子或者送料辊子附着异物引起(以固定节距发生),一般情况下可以将板料上的辊子印异物去掉即可。
4.滑动印:由于辊子滑动引起,在突然停止或者加速时发生。
5.卷料粉碎可能或许边沿起皱:开卷线的导向辊可能或许模具上的导向辊间隙小时产生的起皱情景,由于卷料送入不屈衡引起。
6.划痕:产生零件上有划痕的主要原因,模具上有尖利的伤痕或有金属尘屑掉入了模具,防止措施为修磨模具上的伤痕和金属尘屑。
7.底部开裂:产生零件底部开裂的主要原因是材料塑性较差或模具压边圈压得过紧,防止措施为更换塑性较好的材料或把压边圈放松一些。
8.侧壁有:产生零件侧壁有的主要原因是材料的厚度不够(比小的允许厚度还薄)或上、下模安装时出现偏心,造成一边间隙大,另一边间隙小,防止措施为即时更换材料和重新调整模具。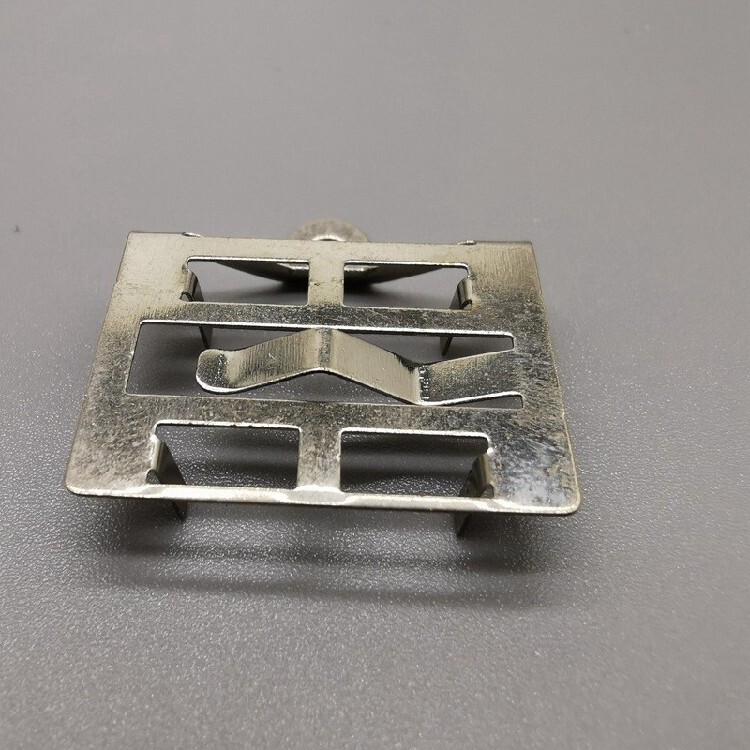
全世界的钢材中,有60~70%是板材,其中大部分是经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包、容器的壳体、电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。由于采用精密模具,工件精度可达微米级,且重复精度高、规格一致,可以冲压出孔窝、凸台等
冷冲压件一般不再经切削加工,或仅需要少量的切削加工。热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。
冲压是的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产,劳动条件好,生产成本低,一般每分钟可生产数百件。
冲压主要是按工艺分类,可分为分离工序和成形工序两大类。分离工序也称冲裁,其目的是使冲压件沿一定轮廓线从板料离,同时分离断面的质量要求。冲压用板料的表面和内在性能对冲压成品的质量影响很大,要求冲压材料厚度、均匀;表面光洁,、无疤、无擦伤、无表面裂纹等;屈服强度均匀,无明显方向性;均匀延伸率高;屈强比低;加工硬化性低
兴化市恺顺不锈钢制品厂是一家专业从事研发、生产、销售为一体化科技型冲压企业。公司拥有先进的生产技术,专业加工各种非标件、小零件、冲压件、拉伸件、组装件等产品,广泛应用于机械制造、家电制造、成套设备、建筑工程、装潢装修、电子仪器、食品机械、船舶制造、家具木业等。
企业在发展壮大的同时,不断引进先进的生产设备和成熟稳定的生产工艺,为客户在同行业始终保持领先优势。我们一直都站在使用者的立场上,力求产品高效率,低耗率,让顾客降低成本, “质量、信誉、发展”是我们的宗旨,为客户降低成本提高工效是我们的经营原则。 我们本着“诚信立户,品质兴业”的理念,面向全国,拓展海外,共创双赢。价格合理、送货快捷、想客户之所想,急客户之所急,竭诚为中外企业、新老客户提供全方位的服务!
温州本地冲压件热销信息