流量/供气压力 120N1/min 0.45Mpa光栅尺分辨率μm 0.4品牌致丰温度 20±2℃类行自动行程500*600*400
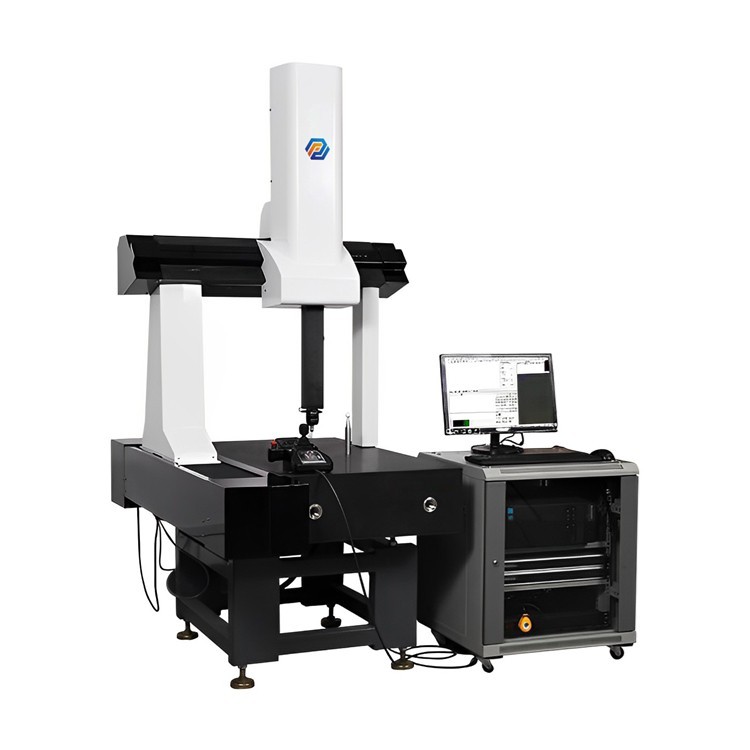
全自动三坐标测量机提高测量效率:全自动三坐标测量机无需人工干预,能够实现全自动测量,大大提高了测量效率和生产效率。该技术具有高度的可重复性和一致性,可以在短时间内完成大量测量任务,缩短生产周期,提升企业的竞争力。
全自动三坐标测量机减少误差:全自动测量技术可以避免人为误差的产生,提高测量的准确性。此外,该技术还能自动纠正测量误差,进一步提高了测量结果的稳定性和可靠性,特别是在测量领域如航空航天、汽车制造等,已成为标准的测量手段。
三坐标测量机(CMM)的测量方式通常可分为接触式测量、非接触式测量和接触与非接触并用式测量。
其中,接触测量方式常用于机加工产品、压制成型产品、金属膜等的测量。为了分析工件加工数据,或为逆向工程提供工件原始信息,经常需要用三坐标测量机对被测工件表面进行数据点扫描。以三坐标的FOUNCTION-PRO型三坐标测量机为例,介绍三坐标测量机的几种常用扫描方法及其操作步骤。
三坐标测量机的扫描操作是应用PC DMIS程序在被测物体表面的特定区域内进行数据点采集,该区域可以是一条线、一个面片、零件的一个截面、零件的曲线或距边缘一定距离的周线等。扫描类型与测量模式、测头类型以及是否有CAD文件等有关,控制屏幕上的“扫描”(Scan)选项由状态按钮(手动/DCC)决定。若采用DCC方式测量,又有CAD文件,则可供选用的扫描方式有“开线”(Open Linear)、“闭线”(Closed Linear)、“面片”(Patch)、“截面”(Section)和“周线”(Perimeter)扫描;若采用DCC方式测量,而只有线框型CAD文件,则可选用“开线”(Open Linear)、“闭线”(Closed Linear)和“面片”(Patch)扫描方式;若采用手动测量模式,则只能使用基本的“手动触发扫描”(Manul TTP Scan)方式;若采用手动测量方式并使用刚性测头,则可用选项为“固定间隔”(Fixed Delta)、“变化间隔”(Variable Delta)、“时间间隔”(Time Delta)和“主体轴向扫描”(Body Axis Scan)方式。

全自动三坐标测量符合人机工程学的设计。
1、主副立柱的跨距小化设计,增加机床的刚性,从而提高机械本体的复杂性、稳定性
2、气浮轴承的跨距大,增加机床的刚性、稳定性
3、光栅安装的近旋转点位置,大程度减小阿贝误差,提高测量精度
4、优化的齿形带传动系统,的变速比,考虑机床重心的安装位置,大大提高测量机的运动稳定性能
5、双重减振设计,减振装置的合理位置安装,减小了外界震源对测量机的精度影响,了机床的精度稳定性。
6、关键件铸造选用北京航天配套铸造厂家,确保关键件的可靠性和稳定性,了机床的稳定性和使用寿命。
7、测量机的全误差(21项)补偿,机床空间内任意位置,任意方向完全达到国家标准。 (其它公司很少能做到21项,只做6项,海的测量机才会做)