铝焊机
铝焊机是将铝及铝合金材料,通过加热或加压使其熔化达到结合的效果,在熔合过程中可采用焊丝或金属填充,也可采用两工件自熔,使两工件熔合处的分子相互渗透而形成性连接的工艺设备。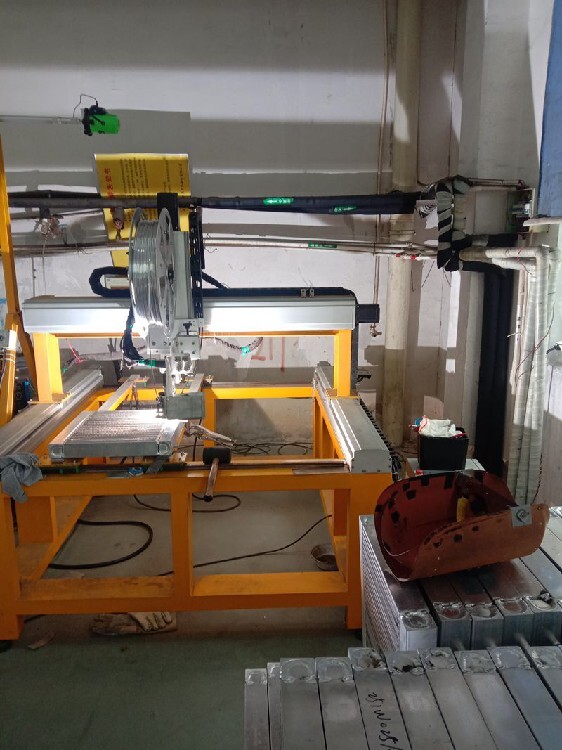
铝焊机的作用
铝焊机:Aluminum welding machine,实际上是将铝及铝合金材料,通过加热或加压使其熔化达到结合的效果,在熔合过程中可采用焊丝或金属填充,也可采用两工件自熔,使两工件熔合处的分子相互渗透而形成性连接的工艺设备
在我们日常生活、工业上常指的铝焊机一般为氩弧铝焊机,氩弧铝焊机分为钨极氩弧铝焊机和熔化极氩弧铝焊机(MIG气保焊),而采用钨极氩弧焊就用交流氩弧焊才能焊接铝及铝合金。
铝焊机的特点
铝焊机采用低电压大电流电能,将电能通过电弧瞬间转换为热能,采用高纯度氩气作为焊接时的保护气体,避免焊接时产生气孔、杂质,同时交流氩弧焊和MIG气保焊均具有一定的阴极清理功能,可以直接去除铝及铝合金上的氧化膜。因为铝焊机体积小,操作简单,使用方便,焊接,焊缝成形好,熔深大,能焊透铝及铝合金板达到的结合效果,且焊接强度同母材同等,密封性好,从而得到工业及生活各领域的广泛使用。
铝焊机在使用过程中会产生弧光,弧光中含有红外线、紫外线,同时也会产生金属蒸汽和烟尘等有害物质,钨极氩弧焊中的钨棒含有少量放射性元素,所以做足防护措施,另外由于采用氩气作为保护气体,不宜在有风的焊接场操作。
自动焊机主要由工件自动上料、下料机构,工件工位自动转换机构,工件自动装夹机构,以及工件焊接过程自动化系统,系统集成控制等组成。右图即为一套在流水线的热水器挂架自动焊机,包括自动上下料、自动装夹和焊接过程自动化机构等。
自动焊机要实现自动焊接生产,实现自动定位,自动夹紧,自动松开等装夹装置,才能使产品的焊接实现效率提高,焊接质量稳定,大批量生产。
管板自动焊机先胀后焊工艺的应用分析
先胀后焊工艺的优点及应用
①强度胀+密封焊时,由于密封焊仅能起辅助性止漏作用,而先胀后焊则可以在焊接前进行胀接后的强度试验(水压试验),因而了胀接连接的可靠性。
②先胀后焊使管子与管板的连接可以避免产生焊接裂纹。特别是在管子、管板材料差异较大的情况下,采用先胀后焊的方法亦可较好地其焊接质量。
③小管径采用胀后焊接可以提高其连接接头的抗疲劳性能。
④焊接在胀管后进行,避免了胀接力对焊缝破坏的可能性,可以实现管板厚度内的全程胀管,有效地利用了管板的设计厚度。
先胀后焊工艺的缺点分析
先胀后焊时,由于胀接时的润滑油难于用经济的方法进行清洗,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中,特别是进行氩弧焊的密封焊时,收弧封口处往往出现气孔,影响焊缝质量,因此一般应避免采用有机润滑剂,而用二硫化钼加水等无机润滑剂。随着橡胶胀管新技术的应用,先胀后焊工艺的应用亦日趋广泛。橡胶胀管新技术是一种以液压为动力,以橡胶为胀管媒介体的胀管工具。利用此工具,先胀后焊可以顺利进行,不必使用任何润滑剂,不存在油污染和铁离子污染,能保持接头的清洁和干燥,胀接后可立即进行管口的焊接作业。
橡胶胀管压力在400MPa以下可随意调节,即可用于强度胀也可用胀接,尤其适用于定位胀。接头连接的松紧程度很容易通过调节胀管压力来控制。因此,焊接过程中生成的气体可以通过接头的空隙释放。另外,胀管后管子扩大与管板孔相贴合,管孔变得很圆整,管子与管板孔同心,原有装配间隙基本消除,给焊接创造了十分良好的条件,同时,管口扩大,让胀管容易插入管孔中,亦便于焊后的胀管。
上海双脉冲自动铝焊机厂家供应
更新时间:2022-12-17 06:49:24







收藏
举报