


数控伺服旋铆机铆接机常采用优诚径向旋铆机、摆碾旋铆机机头动力系统,根据工件铆接需求设计、定制、非标自动铆钉机、旋铆机、铆接机机身结构及各伺服驱动轴的规格型号及行程等。
数控伺服旋铆机铆接机的主要优点有:
1、铆接精度高 采用伺服驱动系统并配套重型丝杆导轨,不仅铆接精度可达±0.02,而且重复定位精度也可达±0.02;
2、应用范围广 伺服数控旋铆机铆接机不仅仅铆接一款产品或一个铆钉,在工作台及行程范围内可以铆接任意铆接点和高度不同的铆接点,满足各种工件的铆接需求;
3、操作简单 配置有触摸屏操作系统,参数、控制及故障排除一目了然,即使没接触过数控自动化设备的小白,也一看就会;
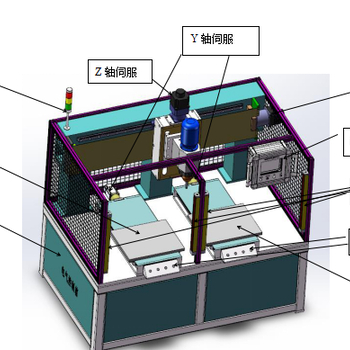
4、安全性好 不仅在各伺服驱动轴上配置有限位感应器,还加装有极限物理限位;设备配置防护罩,并在操作口配置有安全光幕,保障人员安全。
数控伺服旋铆机铆接机、自动铆钉机主要有:
单工作台龙门式数控旋铆机铆接机
双工作台龙门式数控铆接机旋铆机
二维工作台C型数控铆接机旋铆机
龙门式三轴摆碾数控铆接机旋铆机
转盘式旋转工作台数控铆接机旋铆机
很多朋友在刚接触铆接机旋铆机时,可能还不知道怎么操作,应该注意哪些问题等等。因此,今天我们将详细介绍铆接机旋铆机的操作方法和步骤,希望能让大家更快更简单的了解并使用它,使它尽快给我们创造价值。
一、我们在收到铆接机旋铆机设备后,将设备移放置的位置。拆开包装箱检测设备外观及附件是否正常。
二、给设备接电,在接电时我们需要注意一般我们的铆接机旋铆机都为三相四线制,电源要求为380V。也就是三根火线和一根零线,不能把零件当做地线来接。
三、如果是气动铆接机旋铆机,需要接通气源;如果是液压铆接机旋铆机请加注46号液压油。可能有人为要加多少,这个很好判断,一般我们液压站都有一个液位计,加到液位计的中间刻度即可,没有特别严格的要求。
四、气动铆接机旋铆机接线没有相位要求,也就是说三根火线随意接通接口。通电后,我们应先启动主轴电机,然后在手动模式下踩脚踏开关,检查设备是否可以正常运行。液压铆接机旋铆机通电后,需要点动油泵电机按钮,看液压站电机旋转方向是否为顺时针旋转,如果是逆时针旋转需要我们将进线电源三根火线中的任意两根交换一下。之后,启动油泵电机按钮与主轴电机按钮,踩脚踏开关检查设备是否运行正常。
五、气动铆接机旋铆机的铆接力大小调节是通过气雾润滑装置上的调压阀来进行调节;液压铆接机旋铆机的铆接力大小调节是通过液压站上的溢流阀来调节的,值得注意的是,液压铆接机旋铆机统一规定不能超过2.5Mpa。
六、立式铆接机旋铆机可以调节工作台的升降,调节方法是松开工作台右侧的锁紧螺栓后,调节下面的手轮可升降工作台。调节到需要的位置后一定要记得锁紧工作台螺栓;台式铆接机旋铆机可以调节机头上下的距离,调节方法是松开机头左侧的锁紧螺栓后,调节立柱上的手轮可升降机头。调节到需要的位置后也要记得锁紧机头侧边的锁紧螺栓。
七、铆接行程的调节方法 不论是气动铆接机旋铆机还是液压铆接机旋铆机调节铆接行程都是通过机头上的黑色微调螺套来实现的。往上调节铆接行程缩短,往下调节铆接行程加长。一般铆接行程在30毫米以内,特殊订制除外。
本期为大家介绍径向铆接机旋铆机维护保养方法,按照以下几点去维护保养和使用径向铆接机旋铆机将有效的减少设备的故障率、提高设备及零部件的寿命。
1、定期加油润滑球面副、齿轮。建议每周给径向铆接机旋铆机加注黄油。加黄油时,开启主轴电机,可使黄油加注均匀,普通标准型径向铆接机使用黄油枪或者注射器加黄油;配备自动润滑泵的径向铆接机启动加油按钮即可;
2、定期检查设备是否漏油。包括外漏(机头上下是否有液压油溢出)及内漏(铆接压力不够)。如发现异常因及时更换密封圈;
3、液压站压力不得超过2.5Mpa(如调节到2.3Mpa,铆接时间3秒左右还是铆接不到位,建议更换大吨位的铆接机);
4、设备主轴电机未开启前,不得压铆零件及其他,以免伤害球面副;
5、严格按照球面副标准使用铆头。例如:JM9系列铆接机标准球面副使用标准铆头(铆头伸出长度50mm);
6、检查设备是否有异响,发热。如有检查轴承,主轴是否需要更换维修(轴承安装需注意方向及主轴安装时的松紧度);
7、铆头密封圈要及时更换;
8、铆头长度严格按照球面副规格使用,不得随意加长,磨短。规定铆头伸出长度误差不超过±0.5mm;
9、铆接零件时间不得超过4秒。防止球面摩擦时间太长,烧坏球面副。
10、铆接机液压站内液压油一年更换一次。






收藏
举报